Weiter im Programm:
(der erste Teil hier: http://blog.gafu.de/?p=1377)
Die Halbautomatische Leiterplattenbohrmaschine.. braucht ja auch eine Halbautomatik. Das geht am einfachsten mit einem Mikrocontroller, da hier gleich mehrere Dinge auf einmal gelöst werden können.
Ich dachte dabei an:
Bohrmotor ein- und ausschalten
Einstellbare Bohrtiefe
Einstellbare Vorschubgeschwindigkeit
Erzeugen des Steuersignals für den Servo
Auslösung mit einem Fußschalter.
So kann man in aller Ruhe die Leiterplatte in Position bringen, festhalten, und dann mit dem Fuß den Bohrvorgang auslösen.
Die Bohrtiefe und Geschwindigkeit lese ich über Potis als Analogwerte ein.
Der Motor wird über einen MOSFET geschaltet.
Für den Rest, also Luft, Licht und „Aus“ mag ich einfache mechanische Schalter.
Das Steuerpult wird mit 5 Bedienelementen also überschaubar.
Nun zur Luft:
Ich habe eine mittelgroße Membranpumpe fürs Aquarium und Kühlmittelrohre gekauft. Eine mit dem 3D-Drucker hergestellte Luftdüse sorgt für einen feinen eng begrenzten Luftstrahl, da die Luftmenge aus so einer Membranpumpe natürlich eher gering ist. Durch die vielen Gelenke im Kühlmittelrohr kann der Luftstrom genau auf den Bohrer ausgerichtet werden, so dass man immer gute Sicht hat beim ausrichten der zu bohrenden Leiterplatte.
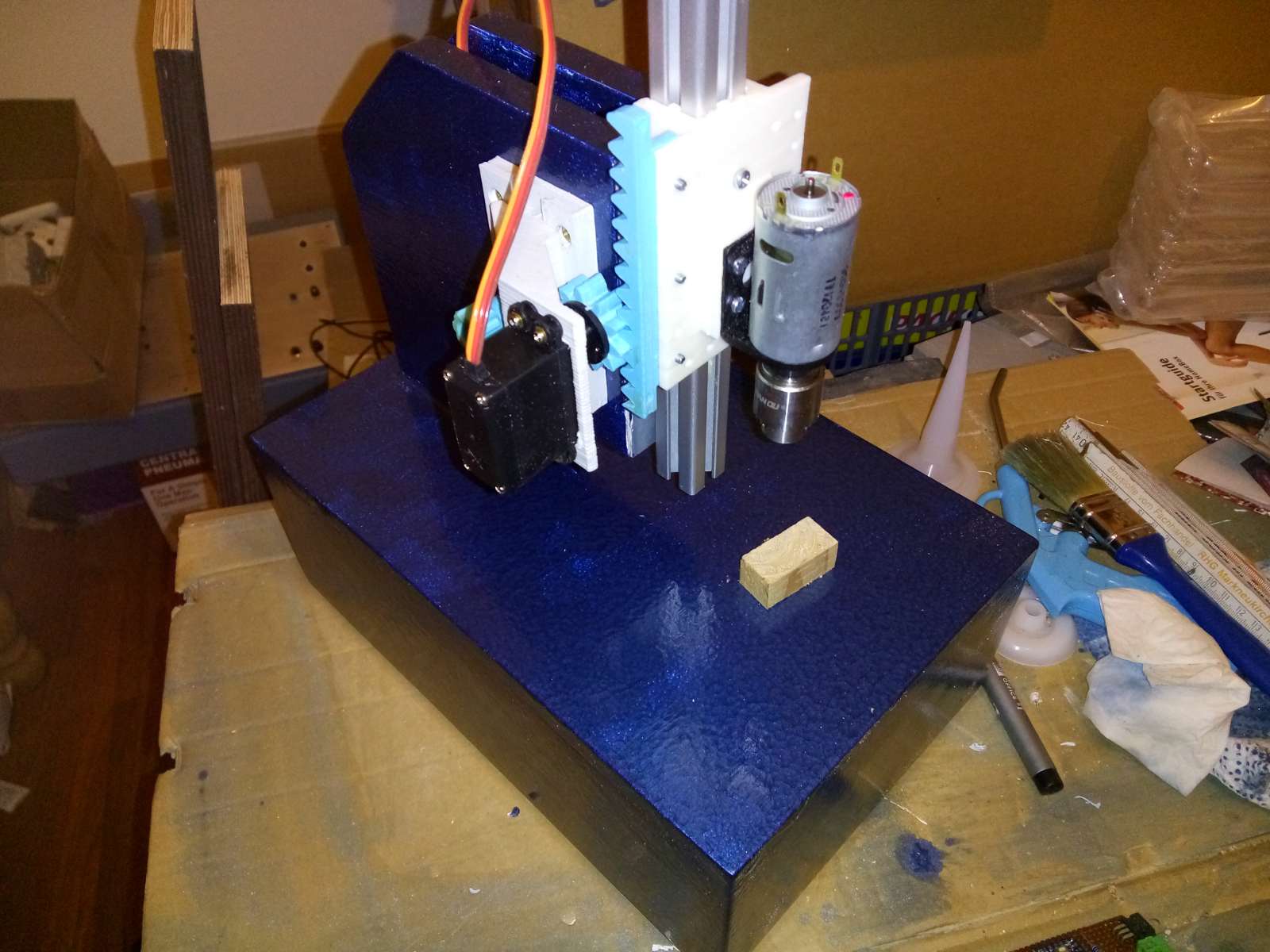
Nun zum Bohrfutter.
Das Bohrfutter besitzt interessanterweise eine Kegelaufnahme zur Befestigung und wird mit einem Drehteil aus Messing auf die Motorwelle aufgesteckt.
Ich habe alles zusammen (also Motor, Mini-bohrfutter und das passende Drehteil) als Set bei ebay.com gekauft, und war überrascht wie gut alles zusammenpasst. Den Kegelstumpf mit dem Bohrfutterkonus habe ich mit einem kleinen Schraubstock auf die Motorwelle aufgepresst, die Passung war in Ordnung.
Doch natürlich lief nicht alles auf Anhieb super, und es gab auch wieder was zu lernen. Zunächst einmal war der Rundlauf des Futters.. also der war super. Aber das äußere bewegliche Teil, also sozusagen die Verstellmutter, war nicht völlig spielfrei. Mit Meßuhr und Drehbank habe ich 0,2mm Unrundheit gemessen. Und um die ganze Sache kompliziert zu machen, wanderte die Unrundheit um den Umfang des Futters, je nach dem welchen Durchmesser man gespannt hatte.
Die sich ergebende Unwucht ist an sich kein Problem, so lange man nicht eine halbautomatische Leiterplattenbohrmaschine damit bauen würde, die den Motor immer wieder ein- und ausschaltet und dadurch immer wieder nach dem Ausschalten des Motors beim Abtouren durch den Drehzahlbereich läuft, der das mechanische System aus biegsamer dünner Motorwelle und Unwuchtgewicht zu Resonanzschwingungen anregt.
Das sorgt leider dafür, das das Bohrfutter durch die Vibration immer mal wieder vom Konus abgeschüttelt wird. Man stelle sich nun einmal vor, wie so ein Bohrfutter aus Stahl mit einem Vollhartmetallbohrer mit 0,6mm Durchmesser vom Konus herunterplumst und wie ein Brummkreisel senkrecht stehend auf dem Bohrer über den Maschinentisch tanzt um gleich darauf herunterzuspringen. Man sollte nicht seine Beine in der Flugbahn haben. Auch ist jedes mal beim herunterfallen der Bohrer abgebrochen.
Das alles verführte mich dazu, den Konussitz mit feinem Sandpapier zu einer besseren Haftung zu bringen, was leider eine sehr nachhaltige Fehleinschätzung war. Alle Versuche mit Farbe und im Futter reiben um die hohen und tiefen Punkte zu finden machten es nur noch schlimmer und am Ende hatte ich den Konussitz also doch auf dem Gewissen.
Nach einem kompletten Nachmittag war ich dann soweit wieder ein passendes Ersatzteil in den Händen zu halten, und genauso weit wie vorher: das Futter schüttelt sich herunter.
Am Ende lief es dann auf einen Kompromiss heraus: Ich habe ein 1/8″ Zoll Werkzeug eingespannt (Ich hatte ja genug abgebrochene Bohrer) und die Verstellmutter am Futter außen mit der Drehbank sparsam übergedreht, wodurch die Unwucht deutlich geringer wurde. Das scheint ausreichend zu sein dass das Bohrfutter nun an einem Platz bleibt. Deshalb ist es wichtig, nur Bohrer mit dem vergrößertem 1/8 (3,15mm) Schaft in diese Maschine einzuspannen.
Das Set aus Motor und Halter und Bohrfutter und Konusadapter ist etwa dieses: http://www.ebay.de/itm/5V-12V-Bohrmaschine-Handbohrmaschine-Handbohrer-Bohrfutter-555-Motor-/152541074136
Ich habs aber bei einem anderen Händler gekauft damals.
Bei dem nicht so großen Drehmoment des Motors sind Bohrdurchmesser bis 1mm realistisch.
Hallo,
ich nutze für feine Bohrarbeiten den Schlittenmotor aus einem Canon i560, auf dessen Antriebsrad ich ein Bohrfutter mit max. 8 mm Klemmbereich mittels dreier Schrauben aufgeklemmt habe. Allerdings könnte die Drehzahl manchmal etwas höher sein – naja, Luxusprobleme 😉
Viele Grüße